01〜高硬度材の精密加工〜
付加価値創造に貢献する切削加工技術

加工事例
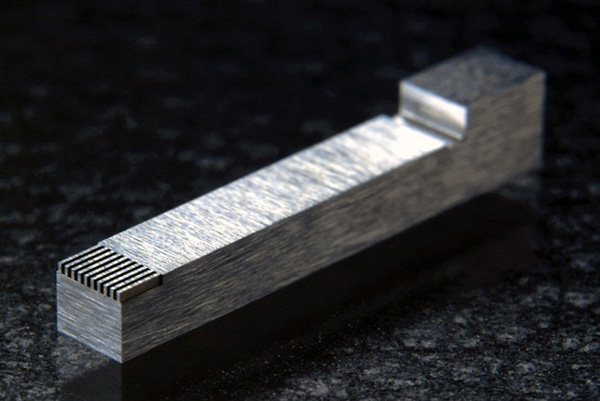
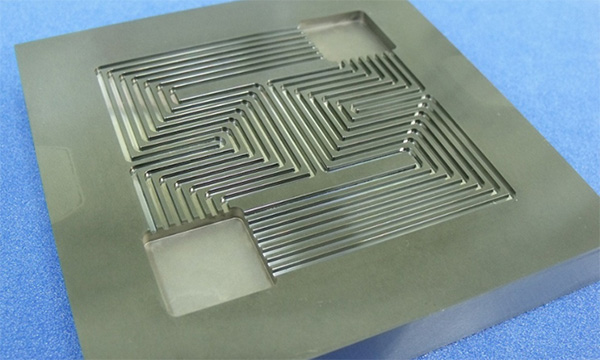
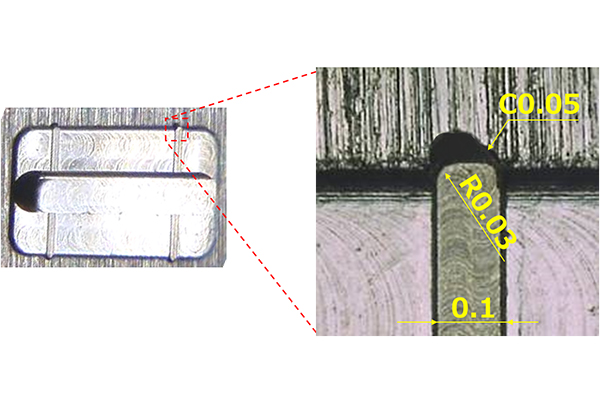
① 焼き入れ鋼への微細溝加工
- ワーク:
- DC53(HRC60)20㎜×10㎜×10㎜
- 使用工具:
- Φ0.06 バインダレスCBN工具
- 加工時間:
- 2時間6分
- ポイント:
- 微細溝の深さ精度1μm以下
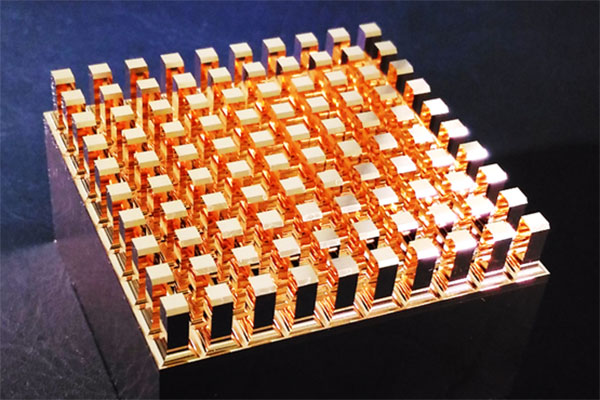
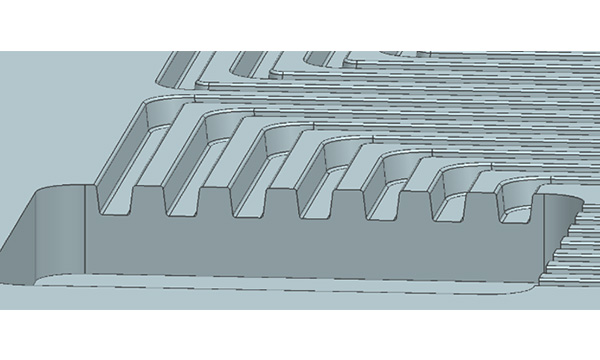
② ハイス鋼パンチ加工
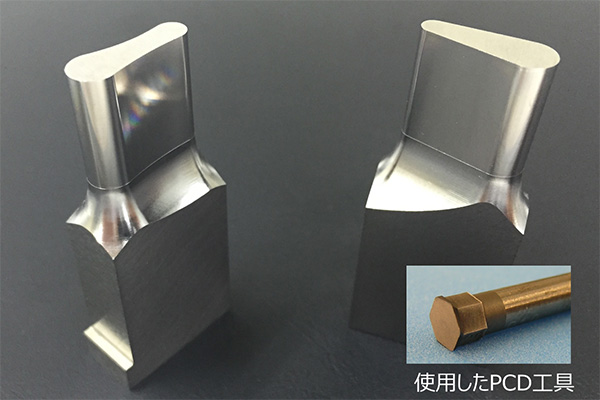
- ワーク:
- HAP40(HRC65)50㎜×20㎜×10㎜
- 使用工具:
- Φ5 PCD工具
- 加工時間:
- 3時間44分
- ポイント:
- 1μm単位の寸法調整が容易に実現
ユーザ事例
① 鍛造金型メーカ様
放電加工+磨きで製作していた超硬金型をiQ300で直彫り加工化。
直彫り加工により精度向上&磨きレスを達成、型寿命は従来の7倍以上。
② 切削工具金型メーカ様
工具製造および同業メーカからの委託加工も請け負っており、ほぼ100%超硬加工。
電極作成⇒放電加工⇒磨きでトータル11時間かかっていたものが直彫りにすることで2時間で終了し型寿命も5倍程度となった。
また、寿命が長い型の売値も2倍に。