研削と切削が一台に
研削加工仕様
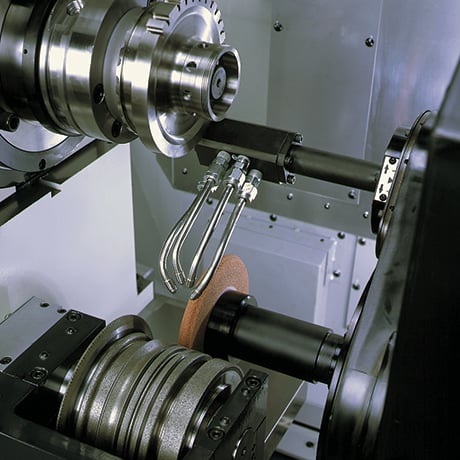
航空機エンジン部品に使用されるチタニウムやインコネル等の難削材部品加工の連続無人運転を実現します。

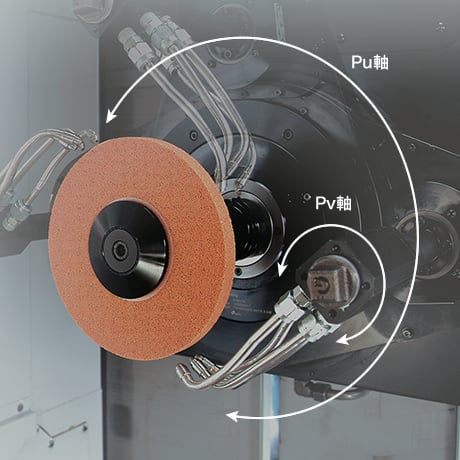
プログラマブルクーラントノズル (PCN)
ノズルの位置を変えるPu軸とノズルの向きを変えるPv軸を使い、加工形状に合わせて最適な位置に大量・高圧のクーラントを供給します。
難削材の高能率研削に適した バイパー研削※ が可能です。
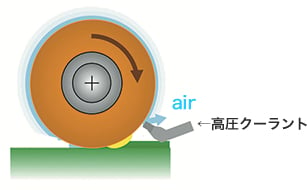
バイパー研削
研削点の最適な位置に高圧クーラントを供給しますので、砥石が目詰まりしません。 ※バイパー研削は Rolls-Royce plc の特許です。
高圧・大量のクーラントを砥石軸中心に向かい噴射。空気層を突破し砥石内に侵入、遠心力で切削点に再び湧き出ます。
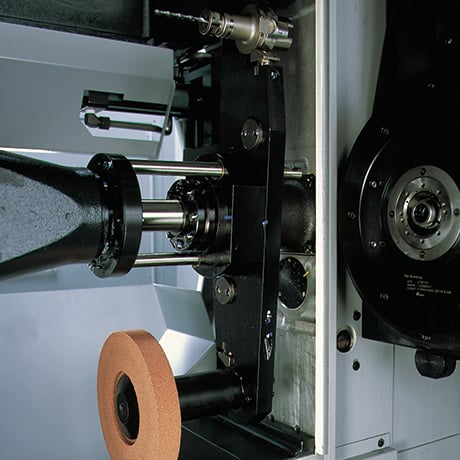
アルミナ・ビトリファイド砥石
- 周速
- 10 〜 80 m/秒
- クーラント圧
- 4 〜 7 MPa
- クーラント量
- 100 L/min
工具マガジン
最大径 220 mm の砥石も収納できる工具マガジンを装備しています。
(条件付)
万全のスラッジ対策
クーラントの二次処理装置を標準装備することで常に清浄なクーラントを供給します。
案内面を保護するステンレス製のテレスコピックカバーは一枚板とし、折りたたみ方式であれば起こるようなスラッジの噛み込みを防止しています。
ドレッサー
ロータリドレッサを機内に配置し、素早いドレッシングが行えます。
仕様
| 移動量(XYZ) | 移動量(B) | 移動量(C) | 移動量(Pu・Pv) | ワークサイズ | 主軸回転速度 | 送り速度 | |
|---|---|---|---|---|---|---|---|
| G5 | 520×560×600 mm | 270° (-90~ +180°) |
360° (連続回転) |
360° (条件付) ・360° |
440×SR380 mm | 50~12000 min-1 | X,Y,Z: 48000 mm/min B: 16000 deg/min C: 36000 deg/min |
| G7 | 690×650×730 mm | 270° (-90~ +180°) |
360° (連続回転) |
360° (条件付) ・360° |
535×SR400 mm | 50~12000 min-1 | X,Y: 48000 mm/min Z: 43000 mm/min B: 12000 deg/min C: 36000 deg/min |
写真には特別仕様・特別付属品を含みます。
詳細はお問い合わせください。